

| 气液混输设备 | |
| 进气压力 | 1.0~4.5MPa |
| 排气压力 | 4.5~8.0MPa |
| 设计压力 | 9.0MPa |
| 进口流量 | 0.9m3/min |
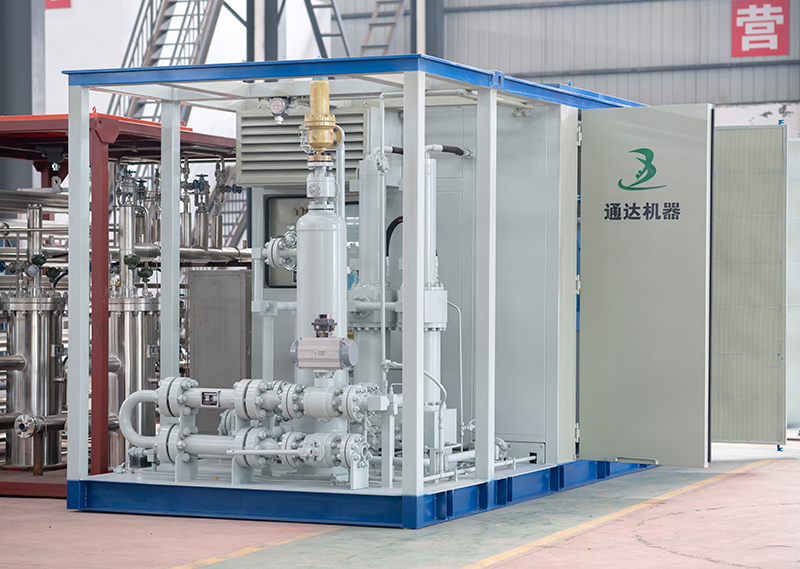
新一代气液增压混输泵保证和实现了“气液不分离、直接增压”新油气混输工艺,是国内乃至国际上第一次真正意义实现了气液混输。
根据各个单井工况特点,而专门研制的新一代气液增压混输泵,采用了液力驱动工作缸活塞作往复运动,以实现气液增压的原理,完全能实现气液任意比例的混输工艺要求,具有进气压力范围广、低故障率、低能耗、低泄漏、低噪音的特点,引领气液增压混输的发展方向。
气液增压混输工艺是将低压单井产的油气介质不经气液分离而直接增压集输,工艺简化,减少了油田投资,节能环保高效,具备更佳的经济效益和社会效益。
气液混输泵为整体橇装带集装箱橇房结构,主要由液压活塞式增压机主机和过滤器、液压站(动力系统、液压系统)、阀门、仪表、管路、PLC控制柜(含软启动器、非防爆区安装)、橇房、橇内线缆附件等部件组成。
| 项 目 | 参 数 | ||
| 机组型号 | HSB-0.9/10-90 型 | HSB-0.9/30-120 型 | HSB-0.9/45-160 型 |
| 压缩级数/列数 | 1/2 | 1/2 | 1/2 |
| 气缸布置 | 立式 | 立式 | 立式 |
| 进气压力(MPa) | 1.0~4.5 | 2.5~9.0 | 4.5~13.5 |
| 排气压力(MPa) | 4.5~8.0 | 6.5~10.0 | 12.5~16.0 |
| 设计压力(MPa) | 9.0 | 12 | 16 |
| 进口流量(×104Nm3/d) | 1.5~6.0 | 3.0~10.5 | 4.6~13.7 |
| 进口流量(m3/min) | 0.9 | 0.8 | 0.7 |
| 进气温度(℃) | 15~30 | ||
| 排气温度(℃) | ≤130 | ||
| 工作介质 | 天然气、中质原油、水、入井盐、二氧化碳等混合物,硫 化氢含量低于 1~2% | ||
| 进口状态气液比 | 0~100% | ||
| 噪声(dB(A)) | ≤80 | ||
| 冷却方式 | 风冷 | ||
| 主电机功率(kW) | 37×2 | ||
| 主电机转速(r/min) | 1450 | ||
| 风冷器电机功率(kW) | 1.5×2 | ||
| 油加热器功率(kW) | 2×2 | ||
| 机组总功率(kW) | ≤82 | ||
| 控制方式 | PLC 全自动无人值守 | ||
| 油箱容积(L) | 1000 | ||
| 易损件寿命(h) | 5000 | ||
| 程序控制盘功能 | 自带 | ||
| 外形尺寸(长×宽×高 mm) | 5500×2500×3000 | ||
| 运输尺寸(长×宽×高 mm) | 5500×2500×3000 | ||
| 重量 (kg) | ~8500 | ||
结构特点
(1)技术原理 混输泵设置2台37KW电机驱动恒功率变量泵,油泵输出高压液压油,在电液换向阀作用下驱动油缸活塞,由此带动工作缸活塞进行往复运动,达到将吸入的低压油气介质增压排出,从而实现油气介质的增压混输。 (2)安全控制 机组采用PLC控制柜控制,配置相应的人机界面、一次仪表和变送器等,具有对机组的运行控制、远传控制、监测报警和停机等功能,实现机组的自动运行和安全保护。 (3)远程监控 特别设置“企业智能机器人 (电子人)”系统,通过互联网将设备实时运行参数远传至电脑或手机上,可实现远程调试、远程监控和远程故障处理。
性能特点
(1)技术先进性: 采用气液增压混输泵,井口设施工艺流程简单,设备配置少,输送效率高;在气液混输领域,首创采用双列立式单作用工作缸,优先保证液相的吸入和压出,运行可靠性高,故障率低;采用液压驱动工作缸活塞,冲程长、冲次少、运行线速度低、易损件寿命长;采用增压混输泵,井口设施工艺流程简单,设备配置少,有效减少设备故障率; 采用特种非金属材料制蘑菇阀,可有效抗击液击,阀芯使用可靠性高、寿命长; 采用PLC控制+ “企业智能机器人 (电子人)”系统,自动化程度高,控制系统先进可靠,易于实现无人值守; 采用集成模块化设计,工作端橇和液压动力端橇可合并成橇,也可分别成橇,任意方便组合,适用不同特殊工况。
(2)安全可靠性:井口采用气液增压混输泵,工艺流程简单,设备配置少、故障率低; 自动化控制系统,安全保护功能齐备,运行安全性高; 采用液压恒功率控制技术,可随负荷大小自动调节输出流量,保证不超载运行,可靠性高。
(3)广适应性:进口、出口压力范围宽,适用各种复杂性工况能力强;设备对气液介质混输不敏感,具有较高的抗腐蚀性;集成模块化设计,现场安装简单,移动方便。
(4)节能环保:设备可随时启动,无需卸气卸压,有效减少了废气费油水泄放; 采用液压传动替代机械传动,实现了能量的高效率传递;液压动力系统采用了恒功率变量泵的设计,提高了功效。

